溶接打点監視(Shotの監視)
本製品の監視モードは、INモードとOUTモードの2種類あります。
INモードは、製作する製品に複数個の溶接子部品があり、それぞれの打点を監視したい場合に選択します。
OUTモードは、製品内で複数の加工ヘッド又は、複数の加工機を使用する場合に選択します。それぞれの加工ヘッドで打点数を監視する加工に適しています。
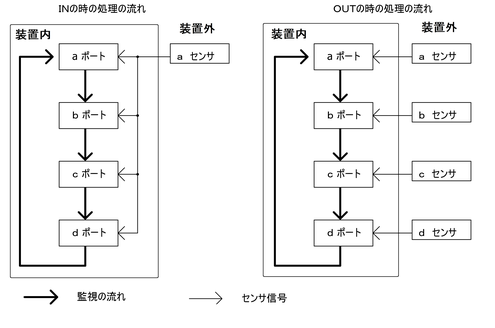
INモードは、加工ヘッドが単一で、製品に溶接する子部品の種類が複数個あり、各部品ごとに溶接打点の異なる場合の打点管理に使用できます。個々の部品の打点の過不足を監視する事に適しています。
OUTモードは、加工ヘッドが複数あり、各ヘッド毎の打点数の管理を行う場合に選択します。各加工ヘッドに対応するセンサを取り付け、LED点滅のセンサのLEDが加工を行うヘッドとなります。点滅以外のセンサから入力があった場合エラー発し、打点数と加工ヘッド選択ミスも同時に監視出来ます。
*SCM-044Aは、4センサ(a-d) SCM-024Aは 2センサ(a-b)
INモードの使用例
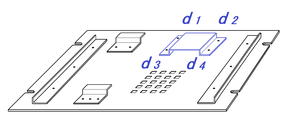
1つの製品で複数個の溶接子部品を溶接する、製品の監視に使用する例を紹介します。
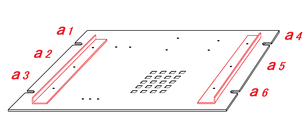
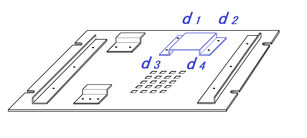
下記は、定置型のスポット溶接機で4種類の子部品をベース部品に溶接する場合の例です。
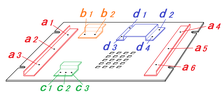
INモードの設定
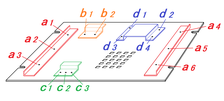
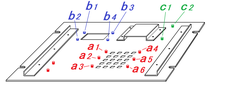
各部品の打点数を各ポートに設定します。
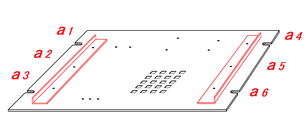
aに赤の部品打点6を設定。
bに橙の部品打点2点を設定。
cに緑の部品打点3点を設定。
dに青の部品打点4点を設定。

溶接作業作業開始
aポートの6点の溶接を行います。
a6の溶接(6打点)が終わった時点で、パネル及びリセットボックスのリセットスイッチが点滅発光して、警報音が鳴り、作業者へ赤の部品の溶接完了を知らせます。

溶接作業完了
最後のdポートの部品を溶接します。
4打点完了で、リセットスイッチが点滅して、警報音と共に製品製品完了を知らせるFinがカウントのナナセグで表示します。

次の製品の制作
リセット入力で、LOTのカウントがアップし、再びaポート入力待ちとなります。

INモードの設定
各部品の打点数を各ポートに設定します。
aに赤の部品打点6を設定。
bに橙の部品打点2点を設定。
cに緑の部品打点3点を設定。
dに青の部品打点4点を設定。
溶接作業作業開始
aポートの6点の溶接を行います。
a6の溶接(6打点)が終わった時点で、パネル及びリセットボックスのリセットスイッチが点滅発光して、警報音が鳴り、作業者へ赤の部品の溶接完了を知らせます。

溶接作業完了
最後のdポートの部品を溶接します。
4打点完了で、リセットスイッチが点滅して、警報音と共に製品製品完了を知らせるFinがカウントのナナセグで表示します。

次の製品の制作
リセット入力で、LOTのカウントがアップし、再びaポート入力待ちとなります。

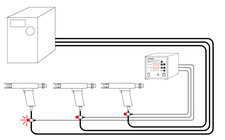
OUTモードの使用例
1製品内に複数の加工ヘッドで加工を行う場合の監視例
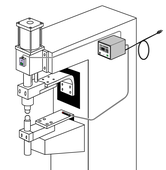
スタットボルトなど、複数の加工ヘッドで加工する場合の例を紹介します。
*SCM-024Aは、2センサ(2ヘッド)までの対応。
outモードの設定
部品数を各ポートに設定する。
aに赤(M3)の6点の設定。
bに青(M2.5)の4点の設定。
cに緑(M4)の2点の設定。
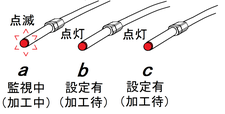
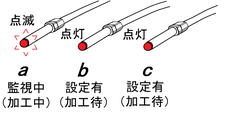
設定すると、センサのLEDが点滅点灯又は点灯します。
点滅のセンサが、監視中の加工ヘッドとなります。

溶接作業開始
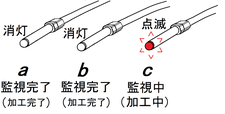
赤の6点のスタッドのを溶接します。加工を行うセンサが、パネルのLEDと同じ様にセンサも発光します。点滅しているセンサが加工を行うヘッドとなり、加工ヘッドの取違いを防止します。
間違って点滅のセンサ以外で溶接を感知した場合は、作業ミスと判断しエラーで作業者へ知らせます。


溶接作業完了
最後に緑の2点(M4)のスタッドを溶接を終えると、リセットスイッチが点滅して、警報音と共に完了を知らせるFinがカウントのナナセグで表示され、製品完成を知らせます。

次の製品の制作
リセット入力で、LOTのカウントがアップし、再びaポート入力待ちとなります。センサLEDはa 点滅・b点灯・c点灯