
プレス作業の製品管理に使用したいとのご要望から、
プレス機の管理の使用例をご紹介します。
カウンタ機能を持たない簡易プレス機などの加工忘れの防止にご利用ください。
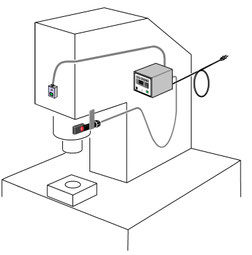
プレス作業監視 (原点位置検出)
≪概要≫
プレス加工機の原点位置にセンサを配置し、シリンダの下降を感知してカウントします。
加工点での検出が、プレス装置や治具回りの都合で配置できない選択します。
≪原理≫
原点位置からヘッドが移動し、センサが磁場の感知が切れる事で加工の開始を検出します。
≪利点≫
加工点の状況に影響されず、センサを配置出来るので、段取り替えが頻繁に行われる作業や装置に適します。
≪欠点≫
加工を途中で停止した時カウントアップしてしまう場合があります。
オプションのB接点センサを使用する必要があります。
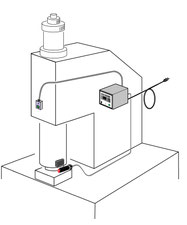
原点位置
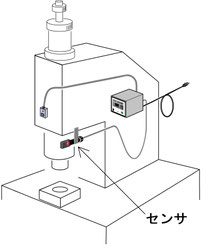
プレス機の原点にオプションのB接点センサを配置します。
シリンダに原点で信号OFFとなる位置にマグネットを配置
原点位置でセンサが磁場を感知する事で加工待ち状態。
注意)加工を開始し、途中で加工が止まる設備では、下記の加工点検出を選択ください。
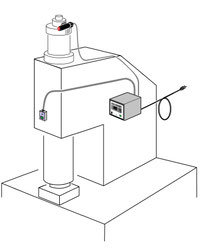
加工位置
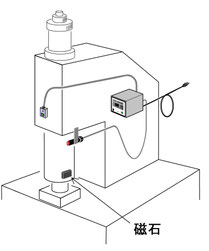
加工位置移動で、センサが磁場を外れ、カウント出来る様に可動部(シリンダ)にマグネットを配置。
ヘッド下降でセンサが、磁場を外れることにより、加工開始と判断しカウントアップします。
プレス作業監視 (加工点検出)
加工点付近にセンサを配置する、又はシリンダで加工位置に相当する箇所に、センサーを配置します。
この場合は、通常のセンサで検出できます。
≪利点≫
プレスの加工点で検出するので、プレス途中で中断した場合はカウントを行わず、誤カウントを軽減できます。
標準のセンサを使用できる。
≪欠点≫
加工位置にセンサを配意する為、加工の段取り替え・センサの配置が難しい。
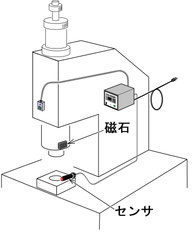
プレスの加工点にセンサを配置できる場合は、標準のセンサを使用します。
センサを加工点で検出できる位置に配置します。シリンダ側に加工点でセンサが磁石を感知できる位置に配置します。
加工位置で、磁石の磁場を感知して加工感知しカウントします。

シリンダーなど加工に相当する移動箇所にセンサを配置出来る場合は、標準のセンサを使用します。
センサが加工点を検出できる位置に磁石を配置します。
加工位置で、磁石磁場を感知しカウントします。